 В России, при формировании различных трубопроводов, применяются металлические фланцы трех видов. Их параметры и классификация регламентируется:
- ГОСТ 12820-80, для плоских привариваемых изделий, которые надеваются на торцы труб и привариваются двумя швами. Этот способ монтажа достаточно трудоемок, но не способен обеспечить надежность стыковки;
- ГОСТ 12821-80, применяемым к воротниковым моделям, называемым еще привариваемыми встык. Воротник стыкуется с торцом трубы и приваривается одним швом;
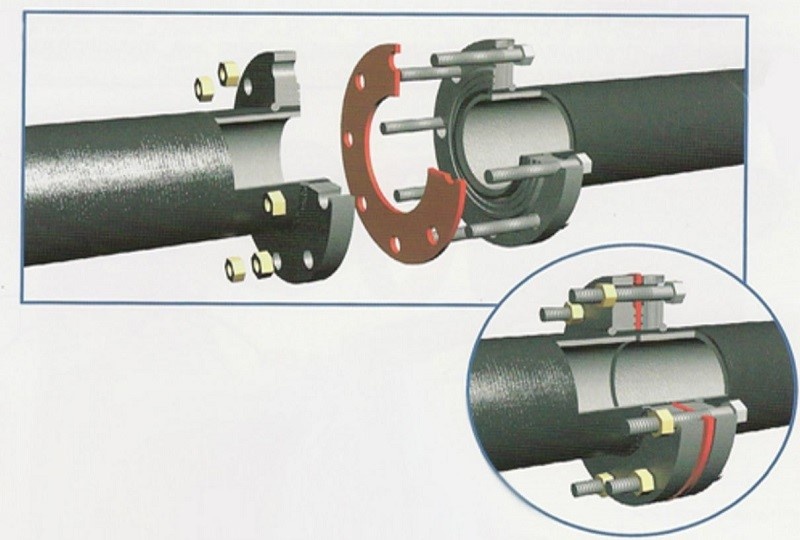
- ГОСТ 12822-80, определяющем параметры фланцев со свободной частью на кольце. Такие изделия состоят из кольца, с равным фланцу диаметром. После его приваривания, сам фланец может свободно вращаться, что способствует применению этой модели в местах с затрудненным доступом к месту стыковки труб.
Гораздо реже применяется ГОСТ, определяющий параметры фланцев с резьбой, используемых в подводных и некоторых других магистралях. Основные параметры
Требования к параметрам фланцев всех видов, определяемым действующими госстандартами, касаются:
- условного прохода, обозначающего разницу диаметров трубного изделия и фланца. Это часто относится к плоским моделям и изделиям, наделенным приварными кольцами, и не касается моделей, имеющим воротниковый элемент. Показатель условно обозначается как ДУ, с индексами А, для диаметра фланца, и Б, для данных трубы;
- рядности соединительных отверстий. В этом случае, регламентируется допустимая разница в размерах соединяемых отверстий;
- условного давления, определяющего максимальный показатель, который может выдержать соединение, до начала разрушения и протеканий. Способность выдерживать высокое давление зависит от типа изделия, материала его изготовления, диаметра и ширины поверхности стыковки;
- рабочей температуры. Этот показатель нужен для расчета максимально допустимого давления, поскольку параметры взаимосвязаны, при транспортировке по магистралям высокотемпературных сред. Повышение температуры снижает функциональность соединения. Госстандартами определены соотношения температуры и давления для всех видов фланцев.
Особенности монтажа
Перед выполнением монтажных работ, предусматривается предварительная подготовка деталей, предполагающая:
- осмотр поверхностей изделий. Нужно убедиться, что отсутствуют вмятины и какие-либо неровности;
- очистку и обезжиривание поверхностей;
- проверку крепежа на отсутствие коррозийных проявлений и заусенец, прогонку компонентов по резьбе;
- смазку резьбовой насечки крепежных элементов.
Также следует выполнить пробную установку уплотнителя.
При монтаже соединения, желательно использовать новую прокладку. В случае, если это невозможно, допускается установка двух использованных.
Полная герметичность и прочность стыковки достигается затяжкой болтов по определенной схеме:
- затяжка первых болтов выполняется без приложения максимальной силы;
- после установки первого крепежного элемента, следующий ставится на противоположной стороне;
- установка третьего элемент выполняется с отступлением от первого на четверть;
- дальше крепеж монтируется крестообразно.
Таким образом, достигается равномерность затяжки. В противном случае, возможно повреждение резьбы либо разрыв болтов и шпилек.
Затяжка резьбовых соединений может быть выполнена ручным либо гидравлическим гаечным ключом, а также пневматическим гайковертом.
Спустя сутки, после монтажа, следует выполнить контрольную затяжку крепежных элементов.
Thursday, 5 August, 2021 - 15:18. Возрастное ограничение 18+
|  | Дзержинск.ру - Главный портал города
| Дзержинск.ру - Главный портал города .jpg)



 Скрыть
Скрыть






{kind=link}
{kind=link}